Lamine Ahşap Nedir-Laminasyon İşlemi Neden ve Nasıl Yapılır
İçerik
Ahşabın doğasında var olan kusurları en aza indirmek, başka bölgelere yayılmasını sağlamak veya gidermek, büyük ebatlara sahip yapı elemanları olarak kullanımını sağlamak, daha iyi özelliklerde ve farklı formlarda bir yapı elemanı oluşturabilmek adına masif ahşap elemanlara laminasyon işlemi uygulanmaktadır. Bu işlem genellikle lif yönleri birbirlerine paralel olarak sıralanmış ahşap parçaların tutkal gibi özel bağlayıcılarla tabakalar halinde basınç kuvveti ile yapıştırılarak gerçekleştirilir. Bu işlem sonucu oluşan malzemeye lamine ahşap denir.
Ahşap lamine elemanlar iki ya da daha fazla katın tutkallanarak ve katların lif yönleri birbirine paralel ya da dik gelecek şekilde birleştirilmesi ile elde edilir. Lif yönlerinin paralel gelecek şekilde düzenlenmesi daha yaygın olarak kullanılmaktadır. Eğer, üretilen ahşap lamine eleman kavisli ise katların lif yönlerinin paralel olarak uygulanması zorunluluğu vardır. Laminasyon da farklı ağaç türü, değişken kat sayısı, farklı boyut, şekil ve kat kalınlıkları uygulanabilmektedir.
Ahşap lamine elemanlar kullanılan kat kalınlıklarına göre farklı şekilde adlandırılmaktadırlar. İnşaat sektöründe kullanılan büyük boyutlu lamine ahşabın (kiriş, kolon, kemer vb.) üretiminde 25,4 mm ile 50,8 mm arasındaki kalınlıklarda masif ağaç malzeme kullanılmakta ve bu özelliklerdeki lamine ağaç malzeme glulam (Glued Laminated Timber) olarak adlandırılmaktadır. İnce kaplamalar kullanılıyorsa LVL (Laminated veneer lumber) ya da MicroLam olarak adlandırılmaktadır. Lâmine elemanların üretiminde kullanılan kaplamalar uygulanan forma göre maksimum 3,2 mm kat kalınlığında olmalıdır. Yan yana sıralanmış ahşap tabakaların kontra şekilde üst üste yapıştırılması ile elde edilen panel sistemi CLT (cross laminated panel system) olarak adlandırılmaktadır. Lif yönleri birbirine paralel olacak şekilde yapıştırılmış kaplama parçalarından oluşturulmuş kerestelere ise PSL (Parallel strand lumber) denmektedir.
Laminasyon tekniğinde direnç özelliklerinin daha iyi olabilmesi için ahşap malzemeyi kusurlarından arındırarak en iyi şekilde kullanmak gerekmektedir. Laminasyon tekniği uygulanmasıyla daha yüksek kalitede ve istenilen formda ürün tasarımı yaparak üretmek mümkün olmaktadır. Bu ürünlerin kullanımı masif ahşap malzemeye göre daha yüksektir ve birçok avantajı vardır. Bu yöntemle, kısa boylu ve dar enli ağaç malzemeden daha uzun ve geniş ağaç malzeme üretilebilmektedir. Kısa boylu ağaç malzemede fire oranı az olduğuna göre bu ürünün maliyetini azaltmaktadır. Sağlam parçalardan üretilen lamine malzemelerde kat kalınlıkları ve ağaç malzemenin rengi farklı olduğu için estetik değeri daha yüksektir.
Güzel biçim verilebilmesi, estetik olması, bakımının kolaylığı, montaj süresinin kısalığı nedeni ile lamine malzemeler birçok yerde kullanılmakta olup, en yaygın kullanım alanları aşağıda sıralanmıştır.
Lamine edilecek ahşap elemanlar uygun nem içeriğine sahip olana kadar kurutma işlemine tabi tutulurlar. Lamine ahşap elemanı oluşturacak parçaların tutkallanmasından önce emprenye işlemi gerçekleştirilir. Lamine işlemleri tamamlandıktan sonra da emprenye yapılabilir. Ancak boyutları büyük ve farklı kesitlere sahip elemanların emprenyelenme işlemi zor olabilmektedir. Bu nedenle lamine ahşabı oluşturacak ahşap elemanların önceden emprenye edilmesi en uygunudur. Bu işlem ile ahşabın içerisine su veya yağ bazlı kimyasallar emdirilerek ahşabın zararlı dış etkenlere karşı korunması sağlanır. Emprenye işleminde seçilen yöntem ve malzemelerin cinsi ahşap elemanların tutkal ile yapışma direnci üzerinde etkilidir. Bu yüzden bu işlemde dikkatli olunmalıdır
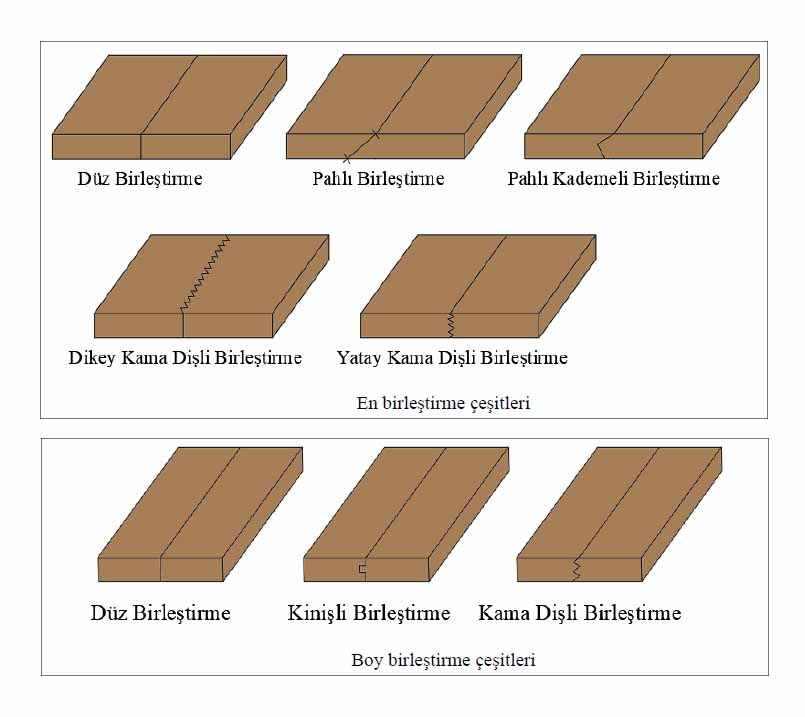
Lamine ahşap elemanın hangi amaçla kullanılacağını belirlemek için önce görsel olarak derecelendirilmesi yapılır. Hemen ardından elastisite modülünün tespiti için mekanik olarak değerlendirilip sınıflandırması gerçekleştirilir. Sınıflandırıldıktan sonra lamine edilecek parçaları oluşturmak için şekilde görülen en veya boy birleşim yöntemlerinden uygun olan biri seçilir ve bu elemanların her bir uç bağlantı noktaları test edilip birleşimleri yapılır. Daha sonrasında üretimi gerçekleşecek eleman için gereken kalite kombinasyonuna göre lamine uzunluklarının düzenlenmesi gerçekleşir. Her bir lamine katmanı planyalanarak pürüzsüz bir yüzey elde edilir. Aşağıda bazı en ve boy birleştirme çeşitleri verilmiştir.
Lamine katmanları arasına yapıştırıcı sürüldükten sonra preslenerek istenilen konfigürasyonlar elde edilir. Tutkallama işlemi sonrasında laminelerin birleşimlerinden taşan tutkalların temizlenmesi için tekrardan planyalama işlemi yapılır ve lamine ahşap istenilen boyuta göre kesilip kullanıma hazır hale getirilmiş olur.
Aşağıda laminasyon işlem adımları görülmektedir.
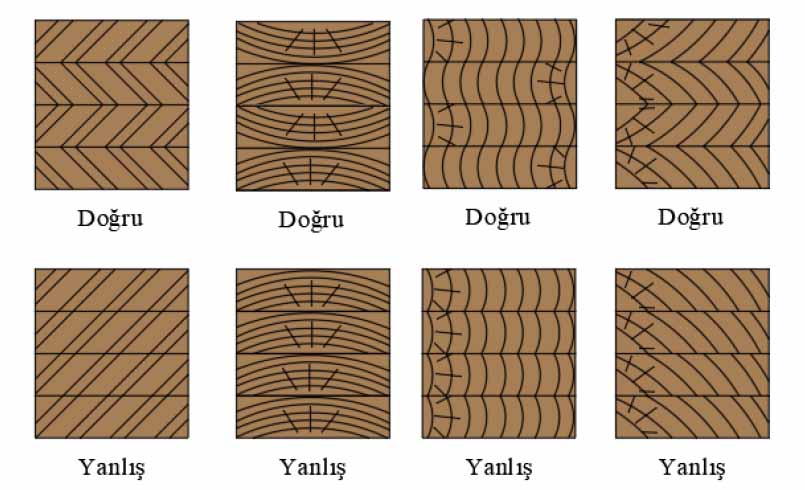
Lamine ahşap üretiminde lamine edilecek katların doğru bir şekilde düzenlenmesi özellikle ileri zamanlardaki dayanımı ve dayanıklılığı açısından çok önemlidir. Bu aşamada yapılan bir hatanın daha sonra düzeltilmesi mümkün değildir. Lamine katları yaş halkalarının konumuna göre düzenlenmelidir. Çünkü ahşap malzeme yaş halkalarına teğet veya radyal yönde farklı özellikler gösterir. Lamine katların birleşimlerinde yanlış ve doğru düzenlemelerden bazıları aşağıda gösterilmiştir.
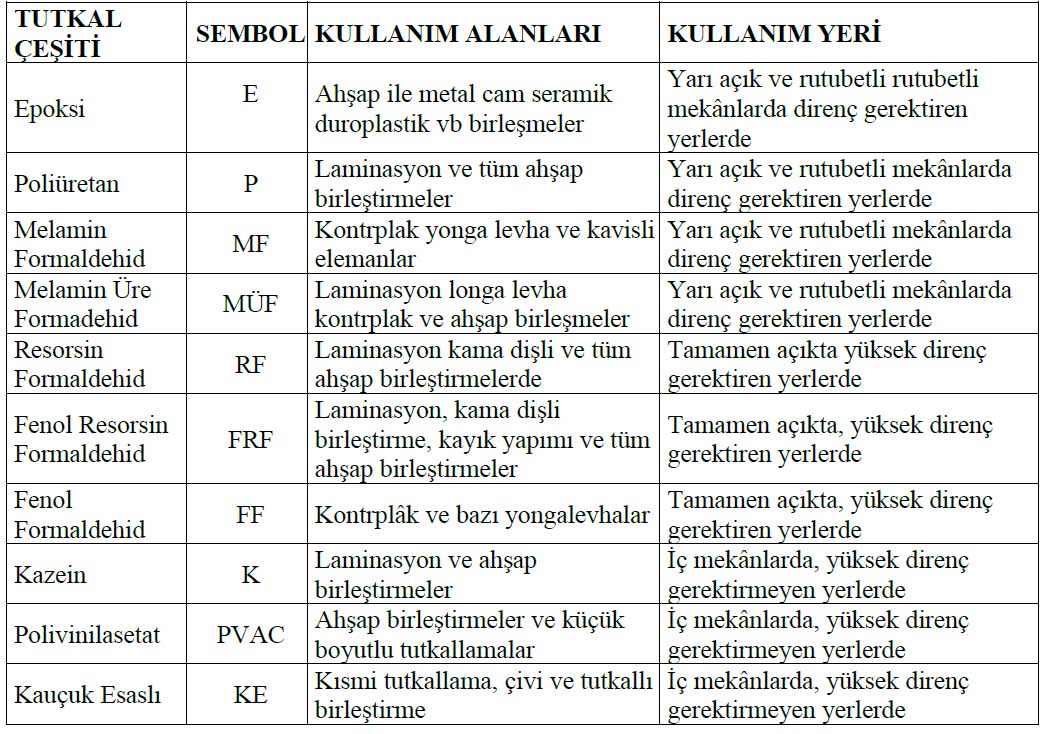
Modern endüstriyel ahşap yapımında yapıştırıcılar endüstrinin bir parçası olup önemli bir rol oynamaktadır. Ağaç malzemenin verimli bir şekilde kullanılmasında yapıştırıcı önemli rol oynamaktadır. Öyle ki en küçük boyutlu parçalardan değişik birleştirme teknikleri kullanılarak büyük boyutlu parçalar üretmek mümkün olmaktadır Ahşabın korunmasına yardımcı olan yapıştırıcılar hafif fakat güçlü yapılar inşa etmek ve rutubete bağlı boyutsal değişimini azaltmak için kullanılabilir. Endüstriyel ahşap yapıştırıcıları ahşap endüstrisinin ihtiyaçlarını karşılayacak şekilde uyarlanmıştır ve sürekli olarak gelişmektedir. Yapıştırıcılar, yapısal ahşap ürünlerin üretiminde kontrollü koşullar altında kullanılır. Laminasyonda kullanılan kimyasal olarak farklı birkaç yapıştırıcı vardır. En yaygın yapıştırıcı tipleri epoksi, fenol bazlı yapıştırıcılar (fenol-formaldehid (PF), fenol-resorsinol-formaldehit (PRF), resorsinol-formaldehid (RF)), amino reçine esaslı (melamin-üre-formaldehit yapıştırıcı (MUF)), nemle sertleşen poliüretan yapıştırıcı (PU veya PUR) ve emülsiyon polimer izosiyonat yapıştırıcısı (EPI). Aşağıdaki tabloda kullanılan bir sıra tutkalların teknik özellikleri verilmiştir.
Kaynaklar: Hörü TOKDEMİR-ISIL İŞLEM GÖRMÜŞ BAZI AĞAÇ MALZEMEDEN ELDE EDİLEN LAMİNE AĞAÇ MALZEMENİN MEKANİKSEL ÖZELLİKLERİNİN BELİRLENMESİ Dilan ÇANKAL-LAMİNE AHŞAP KİRİŞLERİN LİFLİ POLİMERLERLE GÜÇLENDİRİLMESİNİN SAYISAL YÖNTEMLERLE İNCELENMESİ Gülten TANDOĞAN-ÇAPRAZ LAMİNE AHŞAP DUVARLAR İLE TEMEL BAĞLANTISINDA KULLANILAN PROFİLLERİN TASARIMI Mustafa GÜLCEMAL-SARIÇAM VE GÖKNAR ODUNLARINDAN ELDE EDİLEN LAMİNE VE ÇAPRAZ LAMİNE KİRİŞLERİN MUKAVEMETİNİN KARŞILAŞTIRILMASI VE İYİLEŞTİRİLMESİ TURAN MAHARRAMBAY AHMADLI-KARBON FİBER İLE MODİFİYE EDİLEN LAMİNE AHŞAP YAPI KERESTELERİN BAZI PERFORMANS ÖZELLİKLERİNİN BELİRLENMESİ
Sismik İzolatör Nedir? Sismik İzolasyon Nedir? Deprem izolatörü olarak da adlandırılan sismik izolatör; yapılara gelen…
Son beton fiyatları piyasadan alınan güncel m3 beton fiyatlarına göre güncellenmiştir. Ağustos 2022 ayı itibariyle…
İnşaat demir fiyatları, inşaat maliyet hesaplarında önemli yer tutan maliyet kalemlerindendir. Demir fiyatlarının güncel piyasa…
2022 Doğrudan Temin Limitleri - Eşik Değerler Büyükşehir belediyesi sınırları ve bunun dışındaki yerler için…
20 Ocak 2022 tarihli Resmi Gazete`de yayınlanan Kamu İhale Tebliğ'ine göre 2022 inşaat mühendisi diploma…
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
View Comments
Detaylı ve güzel bir yazı olmuş. Elinize sağlık.