Bulon Montajı Tipleri – Sıkma Yöntemleri
Üç temel bulon montajı tipi bulunmaktadır: basit sıkma, önçekme kuvvetli ve sürtünme etkili (kayma kontrollü). Bu birleşim tipleri arasındak farklılıklar esas olarak bulonları sıkarken elde edilen bağlama kuvveti ve birleşen parçaların servis yükleri etkisinde ne dereceye kadar hareket edebildiğidir. Birleşen parçalar arasındaki temas yüzeyine kontak yüzeyi denir. Her projede, mühendis her bir birleşim için birleşim tipini ve kontak yüzeyini belirtmelidir.
Basit bulon sıkma durumu bulonların doğrudan yaslanma durumunda ve birleşim katlarının sıkı temas hâlinde olduğu durumdur. Bu tür bir sıkma, bir işçinin açık uçlu ve yaklaşık 40 cm uzunluğunda bir somun anahtarıyla tüm gücünü kullanarak elde edilebilir. Bu anahtarın diğer ucu, bir demir işçisinin birleşen parçaların deliklerini hizalayabilmesi için konikleştirilmiştir. Basit-sıkma bağlantısı basit kesme birleşimlerinin çoğunda ve sadece çekmeye çalışan birleşimlerde belirtilebilir. Statik olmayan yüklerin etkisindeki birleşimlerde ve çekme etkisindeki A490 bulonlarıyla basit-sıkma bağlantılarının kullanılmasına izin verilmez. (Bulonların Akma ve Kopma Gerilmeleri)
Önçekmeli bir bulonlu bağlantı basit-sıkma birleşimine göre çok daha fazla bağlanma kuvvetine sahiptir ve bu nedenle bağlantı için daha yüksek seviyede kayma-direnci sağlar. Önçekmeli bağlantılar, tersinir veya yorulma yükleri etkisindeki bağlantılarda kullanılır. Aynı zamanda, çekme etkisin deki A490 bulonları için de zorunluluktur. Önçekmeli bulon bağlantıların kullanıldığı bazı örnekler:
- Yüksek yükseklik-genişlik oranına sahip binalardaki kolon ekleri,
- Yatay yük taşıyıcı sistemin yük aktarma yolundaki birleşimler,
- Vinç ve makineler gibi darbe veya tersinir yüklerin etkisindeki birleşimler.
Burada belirtilmesi gereken, önçekmeli bir bağlantının tasarım dayanımının basit-sıkmalı bir bağlantının tasarım dayanımına eşit olduğudur. Bir önçekmeli bağlantıda sürtünme kuvveti aşılıncaya kadar kayma önlenmiştir. Sürtünme kuvveti aşıldığında bulonlar, kayarak birleşen levhalara dayanır ve önçekme veya bağlanma kuvveti yok olur (ör., basit-sıkma durumuna eşdeğer). Hem basit-sıkma hem de önçekmeli birleşimlerde kontak yüzeyinin kaplanmamış, boyanmış veya galvinizlenmiş olmasına izin verilir ancak yüzeyin kir ve istenmeyen malzemelerden arınmış olması gerekmektedir.
Önçekmeli bulonlar, yerleştirildiklerinde birleşen parçaların arasında minimum bir bağlanma kuvveti sağlanana kadar sıkılmalıdır. AISC şartnamesi minimum gerekli bağlanma kuvvetinin bulonun karakteristik çekme dayanımının, Rn, en az %70‘i olmasını şart koyar. Aşağıdaki tablo, değişik bulonlar için minimum çekme değerlerini içermektedir.
Minimum Bulon Önçekme (önçekme ve sürtünme etkili bağlantı)
| En düşük bulon önçekmesi, | = 0.70Rn* (kN) | |
| Bulon boyutu, | A325 ve A490 | A490 ve F2280 |
| mm | Grup A bulonlan | Grup B bulonlan |
| 12 | 53 | 67 |
| 16 | 85 | 107 |
| 19 | 125 | 156 |
| 22 | 174 | 218 |
| 25 | 227 | 285 |
| 28 | 249 | 356 |
| 32 | 316 | 454 |
| 35 | 378 | 539 |
| 38 | 459 | 659 |
Kaynak: ASICM Tablo J3.1
Denklem J3-1. Rn = Fnt.Ab
Fnt= 620 MPa (A325 ve F1852)
Fnt = 780 MPa (A490 ve F2280)
Ab = Bulonun yivsiz karakteristik alanı
Bulon Sıkma Yöntemleri
Bu minimum çekme kuvvetini elde edebilmek için bulonlar, aşağıdaki yöntemlerden birisiyle yerleştirilmelidir:
1. Somun Döndürme
Bir somun, bulon uzunluğu boyunca ilerlediğinde, her bir tam dönüş bulonda belirli bir çekme kuvvetine karşılık gelir. Bu nedenle, dönme sayısı ile bulundaki çekme kuvveti arasında bilinen bir ilişki vardır. Başlangıç noktası (ör., bulundaki çekme kuvvetinin sıfırın hemen üzerinde olduğu nokta) basit-sıkma durumu olarak ifade edilir.
2. Göstermeli Sıkma Anahtarı ile Sıkma
Bu yöntemde, belirli bir çekme kuvvetine tekabül eden minimum bir tork elde etmek için göstermeli anahtarlar kullanılır. Herhangi bir projede. kalibrasyonun her bulon boyutu ve sınıfı için günlük yapılması gerekmekledir.
3. Büküp Koparmalı Çekme Kontrollü Bulon Sıkma
Kanallı uçları olacak şekilde imal edilen bu bulonlar özel bir anahtarla sıkılıp belli bir tork elde edildiğinde kanallı ucun kırılması şeklinde monte edilir. Bu bulonlar ASTM F1852’ye uyar ve dayanım ve tasarımda ASTM A325‘e eşdeğerdir.

4. Çekme Kuvvetini Doğrudan Gösteren Göstergeç
ASTIM F959’a uyan pullar, ezilme yüzeyinde basıncın bulondaki çekme ile orantısal olması için kontrollü bir şekilde bastıran oluklu çıkıntılara sahiptir.
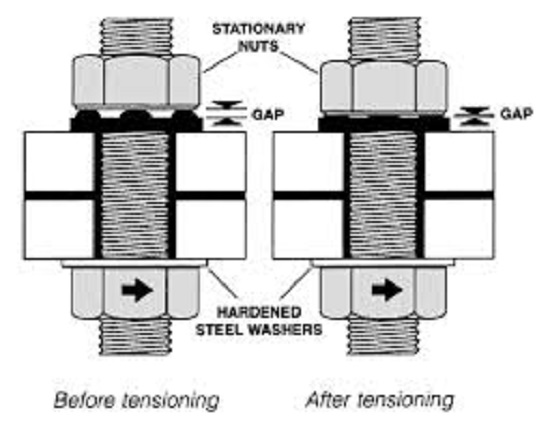
Çıkıntılardaki şekildeğıştırme, uygun çekmenin sağlanıp sağlanmadığını anlamak için kontrol edilir.
Yerleştirme ile ilgili bir özel durum, bina işletme durumundayken bulonlu birleşimlerin kayarak ezilmeye geçmeleridir. Bu olduğunda bina sakinleri, tabiatıyla rahatsız edici olan, silah sesine benzeyen sesler duyabilirler. Ancak bu olay yapısal bir güç tükenmesinin işareti değildir. Bu, “çarpma bulon” olarak bilinir. Bunun gerçekleşmesini engellemek için bulonlar basit sıkılmalıdır veya eğer mümkünse çelik montajcısı ötelenme saplamaları salıverilmeden ve bulanların sıkılmadan önce kayıp yaslanmaları sağlanmadan bulonları sıkmamalıdır.
Göz önünde bulunduracağımız son bağlantı, sürtünme etkili bağlantıdır. Bu bağlantı tipi önçekmeli bağlantıyla, güç tükenmesinin etki eden yükün sürtünme kuvvetinden daha büyük olması ve kontak yüzeyleri arasında kaymanın oluşması durumunda gerçekleştiği varsayımı dışında, benzerdir. Önçekmeli bağlantılarda olduğu gibi, sürtünme-etkili bağlantılar da tersinir yükler veya yorulma yükleri etkisindeki bağlantılar için kullanılır. Bunların yanında, oval delikleri yük doğrultusuna paralel olan birleşimlerde veya aynı kontak yüzeyinde hem kaynak hem de bulonların birlikte kullanıldığı temas yüzeylerinde kullanılır. Bir sürtüııme etkili bulon için uygulanması gereken önçekme veya bağlama kuvveti önçekmeli bağlantılar için olanlarla aynıdır. Sürtünme-etkili bir bağlantının tasarım dayanımı, ezilme tipli birleşimlerin tasarım dayanımından, sürtünmeye direncin diğer tüm bulon güç tükenmesi modlarından çoklukla düşük olduğu için genellikle küçüktür (ör., kayma veya ezilme).
Önçekmeli ve sürtünme-etkili bağlantıların arasındaki ana fark, birleşen parçaların arasındaki temas yüzeyinin tipidir. AISC şartnamesinde iki tip temas yüzeyi tanımlıdır: Sınıf A ve Sınıf B. Her tipin, minimum bir sürtünme kuvvetine karşılık gelen, belirli bir yüzey hazırlığı ve kaplama koşulu vardır. Bir Sınıf A temas yüzeyi ya boyanmamış temiz hadde tufalı bir yüzeydir ya da basınçlı havayla temizlenen çeliğe Sınıf A kaplaması içeren yüzeydir. Sınıf A aynı zamanda sıcak daldırma galvanizli pürüzlendirilmiş yüzeyleri de içerir. Bir Sınıf A yüzeyinin ortalama kayma katsayısı μ= 0.35’tir.
Bir Sınıf B temas yüzeyi ya boyanmamış basınçlı havayla temizlenmiş çelik yüzeyidir ya da basınçlı havayla temizlenmiş çelik yüzeyine uygulanmış Sınıf B kaplaması içeren yüzeydir. Bir Sınıf B yüzeyinin ortalama kayma katsayısı μ= 0.50’dir.
Herhangi bir temas yüzeyi için ortalama kayma katsayısı, özel kaplamalar ve çelik yüzey şartlar için test edilerek elde edilebilir.
Sürtünme-etkili birleşimlerde bir başka önemli etken kaymanın servis yükleri veya arttırılmış yüklerde gerçekleşme olasılığıdır. Bazı durumlarda, temas yüzeyleri arasındaki kayma, dayanım seviyelerindeki bir soruna yol açmadan kullanılabilirlik sorunlarına yol açabilir. Özü itibarıyla, temas yüzeyleri arasında kayma vardır ancak bu bulonun birleşen parçalara yaslanmasına veya akmasına veya kırılmasına sebebiyet vermemektedir. Bazı durumlarda temas yüzeyleri arasındaki kayma dayanım seviyesinde sorunlara sebebiyet verebilir (örneğin, uzun açıklıklı bir çatı kafesi ekinde). Ek birleşimindeki kayma, ekstra yerdeğiştirmeye sebep olabilir ve istenmeyen kaldırma kuvveti potansiyelini arttırabilir.
Kaynak: Abi O. Aghayere- Jason Vigil (Çev. Prof. Dr. Bülent Akbaş-Prof. Dr. Oğuz Özgür Eğilmez) Çelik Yapı Tasarımı