Lazer Kaynağı, Özellikleri, Avantaj ve Dezavantajları
Lazer kaynağı; enerji kazanmış atomların foton salış biçimlerini yöneten bir aygıttır. Lazer, İngilizce`deki “Light Amplification By Stimulated Emission Of Radiation”(radyasyon yayınımının uyarılmasıyla ışığın güçlendirilmesi)” kelimelerinin baş harflerinden türetilmiş bir kısaltmadır.
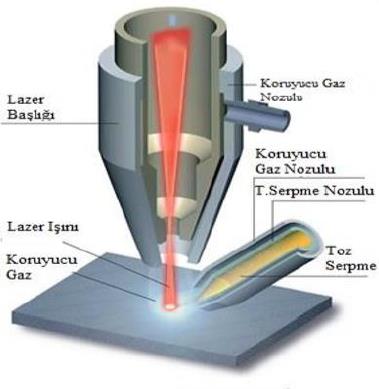
Malzemeye enerji transfer şekli geleneksel kaynak yöntemlerine göre lazer kaynağında oldukça farklıdır. Lazer ortamından çıkan ışın, birçok yönlendirme aynasından yansıyarak odaklama mekanizmasına ulaşır. Odaklanma sonucunda lazer ışını çok küçük bir alana yoğunlaştırıldığında, malzemede yerel bir ergime ve buharlaşma sağlar. Lazer enerjisinin malzemeye emilim olurken buharlaşmış malzeme ve koruyucu gazdan oluşan plazma yoğunlaşır. Lazer enerjisinin plazmada oluşturduğu ısı, ergimekte olan malzemeye geçerek iş parçasına iletilir. Malzeme içinde, eriyik olarak bulunan malzemenin çok yüksek sıcaklık ve basınç farklarından dolayı yer değişimlerinin olduğu, akıcı fazlı bir buhar kanalı (anahtar deliği) oluşur. Daha sonra, iş parçası veya ışın demeti sabit bir hızla hareket ettirilmeye başlar ve iş parçası üzerinde hareket eder. Eriyik, ısınan buharın basıncıyla iş parçasının yüzeyine yükselir ve bu arada çekim kuvveti, viskozite ve yüzey gerilmeleriyle devam eden genleşmeler de önler. Bu yöntemle lazer ışınının hareket yönüne bağlı olarak metal eritilir, diğer eritilmiş kısım ise katılaşır. Katılaşmadan sonra homojen bir yapıya sahip dar bir kaynak dikişi oluşur. Düşük ısı girdisi ile oluşturulan kaynak dikişinde, iş parçasındaki Isı tesiri altında kalan bölge çok dar sınırlar içinde kalır. Genellikle kalın saclarda kaynak çukuru oluşturarak malzemelerin kaynak işlemi yapılır.
Lazer kaynağı, devamlı (CW), darbeli (Pulsed) veya Q-anahtarlamalı (darbe içerisinde lazer derişiminin arttırılması) olarak yapılabilmektedir. Darbeli işlemlerde genel olarak lazerin ısısını düşürmek için kullanılırlar.
Devamlı lazerlerde optik pompalama kaynağı, sürekli olarak yanan yüksek basınçlı bir lambadır. Lazer çıkışı devamlıdır. (Güç değeri süreye göre değişmemektedir.) Darbeli lazerlerde, optik pompalama kaynağı olarak bir flaştan yararlanılır.
Q-anahtarlamalı lazerde ise, optik pompalama kaynağı bir tüp flaştır. Diğer tiplerle aynı özelliktedir.
Lazer Kaynağı Nasıl Yapılır?
Malzemenin merkez noktası hedef alınarak kaynak yapılır. Yüzeyde, ışık enerjisi ısıl enerjiye çevrilir. Malzeme yüzeyi ısının etkisiyle ergimeye başlar ve yüzeyin iletkenliği sayesinde ergime ilerler. Kaynak yapılırken, ışın enerjisi malzemenin buharlaşma sıcaklığının altında tutulur. Kaynak yapılan malzemede nüfuz etme, iletilen ısıya bağlı olduğu için kaynaklanacak malzemelerin kalınlıkları genelde 0.8 inch’in (2mm) altındadır (gelişmiş lazerlerle artık 8-10 mm kalınlıklara kadar kaynak yapılabiliyor).
Yoğunlaştırılmış enerji, ısının tesiri altındaki bölge gelişmeden önce ergime, sonra birleşme olur. Kaynak yapılan iş parçası kalın ve ısı iletimine yüksek ise (ör: alüminyum), ısı tesiri altındaki bölge küçüktür.
Tüm lazer ışın kaynaklarının (karbondioksit, helyum, neon vb. gaz olanlar ya da diğerleri) işlevi en basit haliyle yoğun ışık, elektrik, elektron ışınları, kimyasallar kullanılması uyarılmış fotonların bırakılması ile atomlar uyarılır. Odaklanmada merceklerin rolü önemlidir, sebebi ışın enerjisini 0.005 inch ve daha düşük çaplardaki odak noktalarına yoğunlaştırır.
Lazer Kaynak Yönteminin Avantajları
- Diğer kaynak yöntemlerine göre lazer kaynağında nüfuziyeti daha derindir ve daha hızlı kaynak edilebilir.
- Lazer kaynağında ısı girdisi dar alanda olduğu için deformasyon ve çarpıklıklar az veya hiç olamayabilir.
- Lazer kaynağı diğer kaynak yöntemleri ile birlikte kullanılabilir. Lazer-ark hibrit kaynağı ile kalın numuneler kaynak yapılabilir ve geniş kaynak boşlukları çok paso atılarak birleştirilebilir (Yavuz ve Çam, 2005).
- Lazer ışını küçük çaplı bölgeye odaklanabilmektedir. Klasik ergitme kaynaklarına göre oldukça çok küçük çaptadır. Bundan dolayı çok ince parçalarda birleştirilme, aynı zamanda kesme işleminde çoğunlukla kullanılmaktadır (Püskülcü ve Koçlular, 2009).
- Lazer kaynağı ile birleştirmelerde yüksek kaynak hızları (10 m/dak üzerinde) kullanılabilir
- Otomasyonlu sistemlere elverişli ve mevcut üretim sistemlerine kolay uymaktadır, görsel olarak estetiktir.
- Kaynak sonrası herhangi bir işlem (taşlama gibi) gerektirmeyen, güvenirliği yüksek ve derinlik/genişlik oranı yüksek olan dar kaynak dikişleri olması,
- Klasik kaynak yöntemleri ile kaynak yapılması güç olan malzemelerin ve benzer olmayan (dissimilar) malzemelerin, kaynak yapılabilir. Sonuçları gayet iyi olduğu gözlenmektedir.
- Klasik kaynak yöntemleri ile ulaşılması zor bölgelere veya olanaksız olan bazı bağlantı bölgelerinin kaynağı kolay yapılabilir olması, (Tokdemir, Ünlü, Yılmaz ve Meriç, 2010).
- Lazer kaynağı, yüksek ısı yoğunluğu ve ışının odaklanma çapının küçük olması nedeniyle diğer yöntemlerle karşılaştırıldığında daha elverişlidir. Bundan dolayı kaynak bölgesinin içyapı değişimi oldukça dar bölge olduğu gözlenmiştir. Derin ve sınırlı (dar) kaynaklar yapılmaktadır.
- Klasik yöntemlere göre aşınmaya daha dayanaklıdır, bunun da sebebi mikro yapıların daha ince, daha sert olmadır.
- Isının tesiri altındaki bölgenin geniş olmasından kaynaklanan sert tane büyümesi ve metalürjik hasar bu kaynak yöntemiyle en aza iner.
- Parça tasarımı olanakları elverişlidir.
- Çok küçük ve ince malzemeler dahi kaynak yapılabilmektedir.
- Dar ve spesifik olduğu yerlerde bile kaynağın yapılabilmesine olanak verir.
- Isıya duyarlı parçaları çok yakından kaynak atılabilir.
Lazer Kaynak Yönteminin Dezavantajları
- Lazer ışınının dar olmasından dolayı, kaynak yapılacak yüzeylerin düz olması gerekmektedir.
- Derinlik/genişlik oranından ve kaynak yerinin yüksekliğinden dolayı dolgu metalinin içeriye sokulması zordur.
- Kaynak yapılacak metallerin yansıtma özelliğinin yüksek olması lazer kaynağının yapılması güçleştirmektedir.
- Sert malzemelerde darbeli lazerle kaynak kullanılması, kaynak bölgesinde mikroskobik kaynak kesitleri oluştururken, kaynağın kırılgan olmasına sebep olmaktadır.
- Lazer kaynağının, ilk yatırım maliyetinin yüksek olması dezavantajıdır.
Kaynak:Şükriye ÇETİN-LAZER KAYNAĞI İLE BİRLEŞTİRİLMİŞ YÜKSEK MUKAVEMETLİ ÇELİK SACLARIN MEKANİK ÖZELLİKLERİNİN İNCELENMESİ