Sürtünme Kanunu, Katsayısı ve Çeşitleri
İçerik
1. Sürtünme Nedir?
Sürtünme, bir katı cisim ile kendisine temas eden başka bir cismin izafi hareketine veya hareket eğilimine karşı ortaya çıkan bir dirençtir.
Malzeme çiftinin yüzeyleri arasındaki hareket türü kayma, yuvarlanma ya da bunların birleşimi şeklinde olabilir. Sürtünme genellikle kuvvete ve enerjiye bağlı büyüklükler ile tarif edilir. Bu büyüklükler şu şekildedir:
- Sürtünme kuvveti (FR): Hareketin yönüne ters olarak ortaya çıkan bu büyüklüğün iki şekli vardır:
- a) Statik sürtünme (izafi hareketsiz durumda)
- b) Dinamik sürtünme (izafi hareket olması durumunda)
- Sürtünme momenti (MR): Sürtünmenin neden olduğu açısal izafi harekete karşı ortaya çıkan bir büyüklüktür.
- Sürtünme katsayısı (μ): Sürtünme kuvvetinin normal kuvvete bölünmesi ile hesaplanır.
μ=FR/FN - Sürtünme işi (AR): Bir hareketin sürtünme altında meydana getirdiği iştir.
- Sürtünme gücü (PR): Sürtünme için harcanan güç kaybıdır.
- Sürtünme açısı (ρ): Sürtünme kuvveti ile normal kuvvetlerin toplamından elde edilen bileşke kuvvet ile normal kuvvet arasındaki açıdır.
ρ = arctan(μ) veya μ = tan(ρ)
Ayrıca statik sürtünme açısı vardır. Kayma başlamadan hemen önceki sürtünme açısına denir. Bu durumda statik sürtünme açısı için ρo = arctan(μo) yazılabilir.
Sürtünme ölçü büyüklüğü sadece malzemeye ait bir özellik olmayıp tribolojik sisteme ait bir büyüklüktür ve basitçe şu şekilde ifade edilebilir:
Sürtünme ölçü büyüklüğü = f (sistemin yapısı, zorlama bileşenleri)
Sistemin yapısında sürtünme olayına doğrudan katılan cisimler ve özellikleri bulunur. Zorlama bileşenleri ise normal kuvvet, kayma hızı, sıcaklık ve süredir. Sürtünme büyüklüklerini teorik olarak hesaplamak, tribosistemin karmaşık olması nedeniyle imkansızdır.
2. Sürtünme Kanunları
Sürtünme kuvveti cismi hareket ettirmek için uygulanan kuvvetten daha küçükse hareket meydana gelir. Uygulanan kuvvete eşit fakat hareketin yönüne ters ise hareket olmaz. Cismi hareket ettirmek için uygulanan kuvvet sürtünme kuvvetinden büyük olduğunda cisim bu kuvvetin düzlem üzerindeki bileşeni doğrultusunda hareket eder. Sürtünme kuvveti bu kuvvetten daha küçüktür ve yüzeye paraleldir.
Temas eden iki cismin klasik sürtünme kanunlarını Amontus (I. ve II. kanun, 1699) ve Coulomb (III. kanun, 1781) ortaya çıkarmıştır. Bu kanunların doğruluk kontrolü bir mikroskop ile rahatça görülebilir. Kuru sürtünme kanunları olarak da bilinen bu kanunlar şu şekildedir:
- Sürtünme kuvveti normal kuvvet ile orantılıdır.
- Sürtünme kuvveti malzeme çiftinden bağımsızdır.
- Kayma hızı küçükse sürtünme kuvveti kayma hızına bağlı değildir.
3. Sürtünme Katsayısı
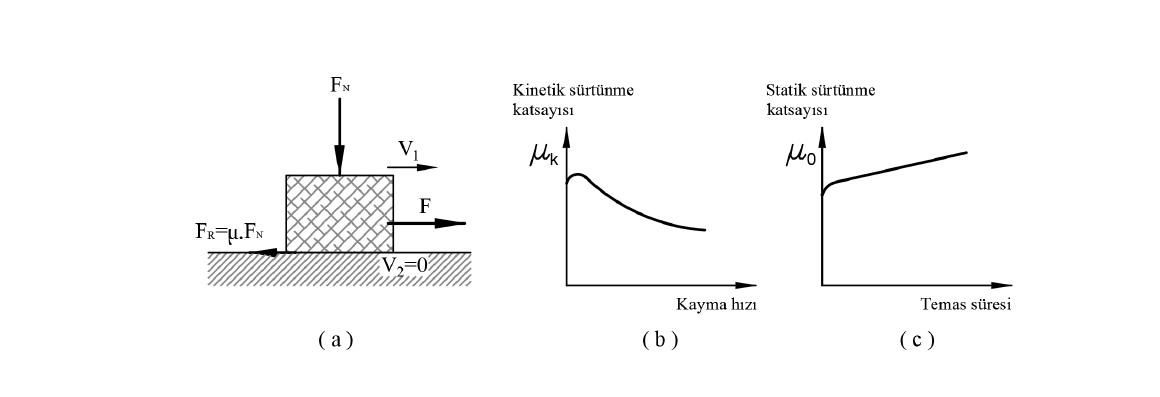
Yapılan çeşitli deneylerle sürtünme katsayısının kayma mesafesine, kayma süresine, cismin sertliğine, yüzey pürüzlülüğüne ve temas yüzeyindeki ortalama tane büyüklüğüne bağlı olduğu görülmüştür. Kayma süresi, kayma mesafesi ve ortalama tane büyüklüğü arttıkça sürtünme katsayısı da belli bir değere kadar arttıktan sonra o değerde yaklaşık olarak aynı kalır. Statik sürtünme katsayısı μo kinematik sürtünme katsayısı μ den genelde daha büyüktür ve temas süresinin bir fonksiyonu olarak değişir. Kayma hızı artarken kinematik sürtünme katsayısı biraz azalır. Aşağıdaki şekil-b’de görüldüğü gibi hareketin ilk anında sürtünme katsayısı en büyük değere sahiptir. Fakat normal kayma hızlarında sürtünme katsayısındaki azalış az olduğundan sürtünme katsayısı sabit kabul edilir.
Harekete başlarken bir kay-dur olayı meydana gelir. Bu durum statik sürtünmenin kinematik sürtünmeden büyük olmasından ve sürtünme olayı mevcut iken cismi harekete geçiren ara elemanın şekil değiştirme kabiliyetine sahip olmasına bağlıdır. Ara eleman olarak bir yay kullanıldığı düşünülürse böyle bir durum için aşağıdaki gibi bir model yapılabilir.

Hareketsiz olan cismi (B elemanını) hareket ettirebilmek için yaya Fo=μo.FN büyüklüğünde bir çekme kuvveti uygulamak gerekir. Hareket başladıktan sonra çekme kuvvetinin değeri F=μ.FN olur, μ0 > μ olduğundan F0>F dir. İlk anda kuvvet sürtünme kuvvetini yenmeden yani F0 değerine ulaşmadan harekete geçemez. Bu sürede yayda (çekme elemanında) şekil değişimi meydana gelir. Hareket başlar başlamaz sürtünme aniden azalır ve yayda biriken şekil değiştirme enerjisi B elemanını bir sıçratma hareketi ile ileri kaydırır. B elemanının hareketi uzun sürmez, atalet momentinden ötürü hemen durur. Kay-dur şeklindeki bu hareket tekrarlanır. Yayın A noktası doğrusal bir yol izlerken B noktası yani B elemanı kay-dur hareketi ile kademeli bir yol izler.
4. Sürtünme Çeşitleri
Malzeme çiftinin durumuna göre sürtünme, triboloji çerçevesinde beş gruba ayrılır:
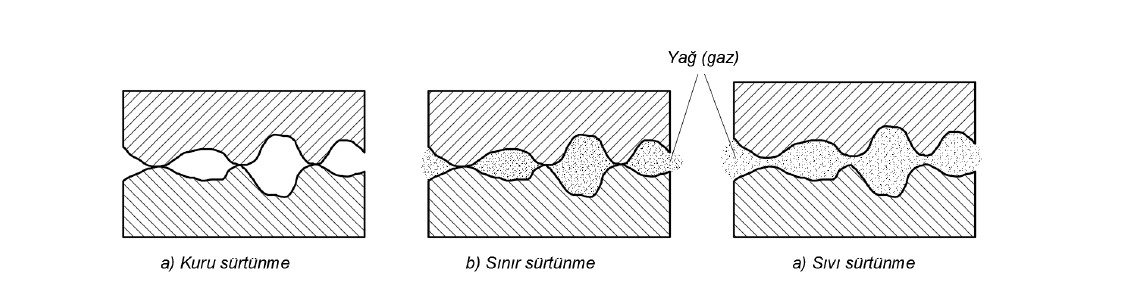
- Kuru sürtünme: Katı cisimlerin doğrudan sürtünmesidir.
- Sınır sürtünme: Sürtünme çiftinin yüzeylerinde moleküler boyutta ince bir yağ filminin olması durumudur.
- Sıvı sürtünme: Temas çifti arasında bulunan yağ filminin yüzeylerin birbirine temasını tamamen engellemesi durumudur. Hidrostatik veya hidrodinamik olarak meydana gelir.
- Gaz sürtünmesi: Sıvı sürtünmesindeki gibidir. Temas çiftini birbirinden ayıran bir gaz bulunmalıdır. Bu gaz filmi aerostatik veya aerodinamik haldedir.
- Karışık sürtünme: Sıvı veya gaz sürtünmesi ile birlikte kuru sürtünmenin de olması halidir.
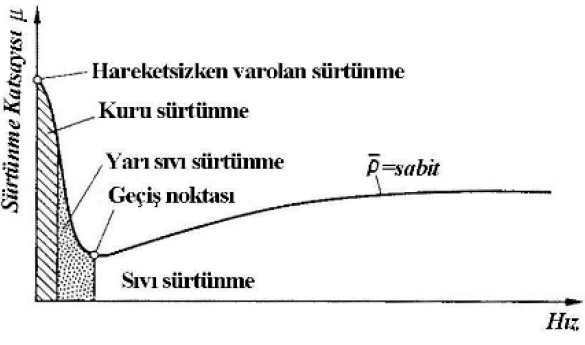
Aşağıda Stribeck eğrisinde temas çiftinin izafi hareketinde bir sürtünme türünden diğerine geçişi ve sürtünme katsayısının değişimi verilmektedir.
Aslında gerçek bir kuru sürtünme yalnızca laboratuvar ortamında yapılabilir. Çünkü doğal ortamda atmosferin etkisiyle temas çifti yüzeylerinde bazı gazlar absorbe edilmiştir. Bu gazlar birtakım oksitler, yağ ve pislikler gibi kimyasal bileşikler meydana getirir. Bu bileşikler yağlayıcı bir rol üstlenir ve sürtünmeyi kısmen azaltır. Bu kimyasal bileşiklerden ancak laboratuvarda vakumlu bir ortamda fiziksel ve kimyasal yollarla temizlenebilir ve gerçek metal-metal teması sağlanabilir.
Kuru sürtünmede izafi hareket nedeniyle noktasal metal temasının olduğu kısımlarda soğuk kaynak hali meydana gelebilir. Bu kaynama olayı genellikle üzerinde kimyasal bileşikler bulunan tabakalar arasında oluşur. Sürtünme esnasında kaynayan bu noktalar ya hareketi durdurur ya da yüzey tabakasından partiküller kopararak tabakanın yırtılmasına neden olur. Buna göre sürtünme için metal kaynak bağları ile içerisinde bazı kimyasal bileşikler bulunan tabakalar arasındaki bağların meydana getirdiği direnç denilebilir. Benzer şekilde sürtünme kuvveti için ise hem kaynak bağlarını hem de kimyasal bileşiklerin oluşturduğu tabakaları koparmaya çalışan kuvvet şeklinde bir tarif yapılabilir. O halde sürtünme kuvveti temas çifti arasındaki düzensizliklerden doğan ve moleküler çekme kuvvetlerinden dolayı temas yüzeylerine etkiyen pek çok kuvvetin bileşkesidir.
Kuru Sürtünme
Aşınmanın meydana geldiği temas çiftinin yüzey alanı önemlidir, çünkü tribolojik olaylar burada meydana gelir. Temas alanının görünen hali ile gerçek hali birbirinden farklıdır. Gerçek temas alanı her zaman görünen temas alanından küçüktür. İmalat teknolojisinde yüzeyleri pürüzsüz elde etmek imkansızdır. Hangi teknoloji kullanılırsa kullanılsın yüzeydeki atomların yapısından dolayı en az birkaç mikron büyüklüğünde pürüzler yer alacaktır. Temas çiftinde bu pürüzler birbirine temas ederek karşılıklı olarak etkileşime geçerler. Gerçek temas alanı sadece temas halindeki pürüzlerin yüzey alanları toplamıdır.

Temas alanının büyüklüğüne yük miktarı ve yükleme şekli etki eder. Yük miktarı büyük olursa temas halindeki pürüz tepeleri ezilerek kısalır ve kısa olan pürüz tepeleri de temas etmeye başlar. Yükleme artmaya devam ederse temas eden pürüz sayısı da artar ve gerçek temas alanı büyüyerek görünen temas alanına yaklaşır. Yani gerçek temas alanı uygulanan yük ile orantılıdır. Temas halindeki pürüzsüz yüzeylerde meydana gelen adhezyon yapışması soğuk metal kaynağına benzer bir olaydır.

Kaynaklar: Ersin ARSLANBULUT-FARKLI YÜZEY İŞLEMLERİ UYGULANMIŞ LAMEL VE KÜRESEL GRAFİTLİ DÖKME DEMİR İLE ÇELİK MALZEMELERDEN ÜRETİLMİŞ KAMLARIN AŞINMA DAYANIMLARININ İNCELENMESİ Weck, M. (1991). Werkzeug maschienen fertigungssysteme Band 2. Konstruktion und Berechnung (s. 543). Czichos, H., & Habig, K. (1992). Tribologie Handbuch-Reibung und Verschleiss. Germany Akkurt, M. (1986). Makina Elemanları- Cilt II. (s. 288). içinde İstanbul: İTÜ. Akkurt, M. (1990). Makine Elemanları, Cilt I. İstanbul: Birsen Yayınevi.