
Aşınma Nedir? Aşınma Çeşitleri ve Etki Eden Faktörler
İçerik
1. Aşınma Nedir?
Sürtünme nedeniyle bir cismin yüzeyinden parçacıkların koparak uzaklaşmasına aşınma adı verilir. Olay mikroskobik boyutta incelendiğinde yüzey pürüzleri sürtünmeden dolayı kırıldığı ve yüzeyler arasındaki bazı noktalarda atomsal mertebede yaklaşarak soğuk kaynak yaptığı ve akabinde kırılarak ayrıldığı düşünülmektedir. Aşınmayı tam olarak tarif eden bir tanım yapmak zordur ancak kabul edilebilecek birkaç tanım şu şekilde yapılabilir:
- Yüzey basıncı altında izafi hareket eden cisimlerde mekanik enerjinin etkisiyle yüzeylerden parçacıkların koparak malzeme yüzeyinin bozulmaya uğramasıdır.
- Bazı mekanik etkiler altında zamanla yüzeyde meydana gelen malzeme kaybıdır.
- Tribolojik zorlamalar nedeniyle katı cismin yüzeyinde sürekli olarak ilerleyen malzeme kaybıdır.
- Dış etkenlerle temas yüzeylerinde oluşan fiziksel ve kimyasal değişiklikler sonucu meydana gelen yıpranmalardır.
Her yıpranma aşınma değildir. Mühendislik malzemelerinde yıpranmaların aşınma sayılabilmesi için aşağıdaki şartların var olması gereklidir.
- Mekanik bir etken olmalıdır.
- İzafi hareket ve dolayısıyla sürtünme olmalıdır.
- Yavaş seyretmeli ve sürekli olmalıdır.
- Cismin yüzeyinde bir değişiklik olmalıdır.
- İsteğimiz dışında meydana gelmelidir.
Aşınma sadece malzemeye bağlı bir özellik değil, sistemin bir özelliğidir. Makine elemanlarının kullanım ömrünü önemli derecede etkilemektedir ve tamamen giderilememektedir. Çok sayıda değişkene sahip olan bir fonksiyondur ve sürekli takip edilmesi gereken bir meseledir.
Aşınma, meydana geliş süresi açısından ikiye ayrılır. Bunlar zamanla gelişen ve aniden ortaya çıkan aşınmalardır. Zamanla gelişen aşınmaların üç aşaması vardır. Birinci aşama rodaj adı verilen, temas çiftinin birbirine alıştığı aşamadır. Bu aşamada temas çiftindeki aşınma hızı yüksektir. Daha sonraki aşınma aşamasına etkisi büyüktür. İkinci aşama uzun sürelidir ve yüzeylerin temas eden noktalarında meydana gelir. Üçüncü aşama ise ikinci aşamada yavaş seyreden ama zamanla miktarı fazla olan aşınmanın bir neticesi olarak temas çiftinin verimsiz çalışması ile aşınma hızının tekrar artarak makine elemanın ömrünü tamamladığı aşamadır.
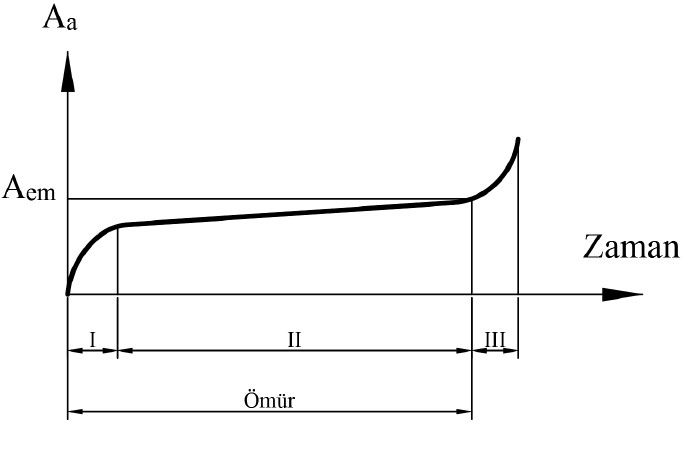
İlk aşamada aşınma hızlı başlar ve temas çiftinin yüzeyleri aniden bozulur. Malzeme çiftinin yanlış seçildiği ve yeterli yağlama olmadığı durumlarda çalışamaz hale gelerek kilitlenmeye neden olur.
2. Aşınma Çeşitleri
Aşınma üzerine yapılan çalışmalarda aşınmanın çok farklı şekilleri olduğu tespit edilmiştir. Aşınma türleri şu şekilde sıralanabilir:
- Adhezif aşınma
- Abrazif aşınma
- Korozif aşınma
- Yorulma aşınması
- Tabaka aşınması
- Yenme aşınması
- Erozyon aşınması
- Kavitasyon aşınması
- Erozyonlu kavitasyon aşınması
- Püskürtme aşınması
- Kimyasal aşınma
En çok görülen aşınma türleri şağıdaki şekilde gösterilmiştir.

2.1. Adhezif Aşınma
Daha çok kayma sürtünmesi sırasında metalografik yapıları benzer olan malzeme çiftleri arasında adhezif çekim kuvveti meydana gelir. Temas malzeme çiftinin pürüzleri arasında olduğu için malzemenin ağırlığından ve dış kuvvetlerden dolayı pürüz tepelerinde yüksek bir basınç meydana gelir. Bu basınç pürüzlerin akma dayanımını aşınca pürüzler plastik deformasyona uğrayarak birbirine sıvanıp kaynak oluşur. Deneylerden alınan sonuçlar için şunlar söylenebilir:
- Adhezif aşınma birbirine benzeyen ya da daha kolay alaşım yapabilen malzeme çiftleri arasında oluşur.
- Adhezif aşınma malzeme çiftinin izafi hızına ve normal kuvvete bağlıdır. Daha çok yüksek sürtünme hızlarında ve fazla yüklerde görülür.
- Sürtünmenin olduğu bütün kaynak noktalarında meydana gelmemektedir.
- Adhezif aşınma üzerinde oksit veya nemden oluşan tabakaların etkisi büyüktür.
- Yağlama son derece etkilidir. Yüzeydeki yağ tabakası adhezyon aşınmasını engellemeye çalışır.
- Temas çiftinin sertlikleri arasındaki fark büyükse yumuşak malzemedeki kaynak bağları koparak sert malzeme yüzeyine yapışır.
- Kalay, selenyum, arsenik ve tellür gibi metallerde adhezyon aşınması görülmemiştir.
- Temas çifti arasında abrazif aşınmayı doğuran nedenler var ise adhezif aşınma meydana gelmez. Bir başka ifadeyle temas çifti arasında abrazif aşınma durumu yoksa oluşan aşınma türü adheziftir.
2.2. Abrazif Aşınma
Keskin köşeli ve sert minerallerin metal yüzeyi mikroskobik ölçüde çizerek talaş kaldırması ve malzeme yüzeyinde derin çizikler oluşturmasına abrazif aşınma denir. Farklı kristalografik yapılara sahip malzeme çiftlerinde görülür. Şayet sert ve küçük parçacıklar sürtünme nedeniyle çizikler oluşturuyorsa (örneğin mineral-metal çiftinde mineralin metali çizerek aşındırması şeklinde) veya kayma sırasında hareketin ve uygulanan kuvvetin etkisiyle sert cisimdeki pürüz tepeleri yumuşak cismin yüzeyinden küçük parçacıkları kesip atıyorsa abrazif aşınma var demektir. Abrazif aşınmanın olmaması için yüzeylerin sertleştirilmesi gerekir. Sızdırmazlık elemanları kullanılarak sert maddelerin temas çifti arasına girmesi önlenmelidir. Makinelerin talaş ve diğer pisliklerden uzak tutulması için sık sık temizlenmesi gerekir.
2.3. Korozif Aşınma
Temas yüzeylerinin kimyasal ve elektrokimyasal olarak tahrip olmasına korozyon denir. Metal ve alaşımları ile bulundukları ortam arasında kimyasal, elektrokimyasal ve metalürjik ilişkiler neticesinde yüzey yapısında çeşitli katmanlar oluşur. Sürtünen bu yüzeylerdeki tabakaların kolayca parçalanarak yüzeyden atılmasına korozif aşınma adı verilir.
2.4. Tabaka ve Yenme Aşınması
Önceden de bahsedildiği gibi metal yüzeyleri hava ile tepkimeye girerek oksit tabakaları meydana getirir. Bu tabakalar aşınmanın şiddetli olmasını engeller. Buna karşın ortamda kimyasal madde varsa metal yüzeyler bu maddelerle tepkimeye girerek ince ve sert tabakalar meydana getirir. Değişken yük altında çalışan parçaların yüzeyindeki bu sert tabakalar kırılarak yüzeyden uzaklaşır. Geriye kalan temiz yüzeyde tekrar tepkimeler ve sert tabakalar oluşur ve aynı şekilde kırılarak tekrar yüzeyden uzaklaşır ve bu olay sürekli devam eder. Bu tür olaylara tabaka aşınması, oksidasyon aşınması veya sürtünme oksidasyonu adı verilir. (Oksidasyon Nedir?)
2.5. Yorulma Aşınması
Makine parçalarına uygulanan yük tekrarlı ise ya da küçük genlikli titreşimler şeklinde ise bir süre sonra makine parçasında yorulma meydana gelir. Yüzeye uygulanan yük sürekli ve değişken ise yüzeyin hemen altında mikro çatlakların meydana gelmesine ve bu çatlaklar yüzeye doğru ilerleyerek yüzeyden pul şeklinde parçacıkların koparak uzaklaşmasına neden olur. Bu tür aşınmalar yorulma aşınması olarak adlandırılır.
2.6. Difüzyon Aşınması
Bir temas çiftindeki yüzeylerde sürtünmenin etkisiyle sıcaklık artmakta ve ardından atomların kristal kafes içerisinde yüksek yoğunluklu bölgelerden düşük yoğunluklu bölgelere hareket ederek difüzyona uğramaktadır. Yapılan araştırmalara göre pullanmayı başlatan çatlağın gerek yüzeyde ve gerekse yüzeyin hemen altında ortaya çıktığı tespit edilmiştir.
2.7. Tribo-Oksidasyon Aşınması
Temas çiftindeki yüzeylerden en az birisinin çalışırken korozyona uğraması ve meydana gelen korozyon tabakasının tekrarlanan izafi hareket nedeniyle parçalanarak aşınması olayıdır. İzafi hareket sırasında statik ve dinamik sürtünme kuvvetlerinin sürekli değişmesinden dolayı küçük kayma hızlarında hareket titreşimli ise bu titreşim yüzeylerde bir oksit filminin meydana gelmesine neden olur. Tribolojik zorlanma sırasında meydana gelen bu olay malzemenin adhezif aşınma direncini olumlu etkilemesine rağmen bu oksit tabakası izafi hareket sonucu kırılır ve ortaya çıkan parçacıklar abrazif aşınmayı hızlandırır.
2.8. Erozyon Aşınması
Erozyon, malzeme yüzeyinin sıvı veya gaz ortamındaki izafi hızının çok yüksek olduğu durumlarda meydana gelir. Sıvı veya gaz ortamında taşınan abrazif tanelerinin yüzeye belli bir açıda çarpmasıyla meydana gelen enerji yüzeyin basınç dayanımını aştığı zaman yüzeyde plastik deformasyon meydana getirerek kırılmalara neden olur. Bu olaya erozyon aşınması denir. Aşınma mekanizmasında aşındırıcı parçaların şekli, büyüklüğü, hızı, sertliği ve çarpma açısı önemlidir.
2.9. Kavitasyon Aşınması
Aralarında izafi hareketin olduğu bir sıvı ile katı bir cisim arasında görülen aşınma türüdür. Pompa gibi hidrolik ünitelerinde sıvı basıncı buharlaşma basıncından daha düşük bir yerden geçerken sıvı zerrecikleri gaz fazına geçer. Tekrar sıvı fazına geçerken patlama yapar ve çevresindeki su zerrecikleri metal yüzeye şiddetli bir şekilde çarparak aşınmaya sebep olur. Buna kavitasyon aşınması denir.
3. Aşınmaya Etki Eden Faktörler
Yapılan deneylerde aşınma ile ilişkisi tam olarak tespit edilemeyen ancak aşınma üzerinde etkisi olduğu bilinen faktörler şunlardır:
- Malzemenin cinsi, kimyasal bileşimi
- Sertlik
- Mikro yapı
- Kristal yapı
- Isıl işlem
- Kayma çifti
- Pürüzlülük
- Yük ve kayma hızı
- Sıcaklık
- Kayma süresi
Aşınma ile ilgili yapılan çalışmalarda şu durumlar tespit edilmiştir:
- Çalışma basıncı ve uygulanan yüklerle ilgili yapılan çalışmalarda yüzey basıncının artmasıyla aşınmanın hızlandığı, aynı şekilde aynı yükte çalışırken kayma hızına bağlı olarak aşınmanın da arttığı tespit edilmiştir.
- Sürtünen yüzeylerin sıcaklığı önemlidir. Sürtünen parçalarda oluşan ısı sıcaklığı yükseltir. Sıcaklığın yükselmesiyle pürüz tepecikleri kopar ve aşınmanın hızlanmasına neden olur. Sürtünme ve ısınma sonunda meydana gelen yapı dönüşümleri de ısıl çatlamalara ve dolayısıyla kopan parçacıklar, aşınmanın hızlanmasına neden olmaktadır.
- Metal çiftindeki aşınmada aşınma miktarı zamana ve kayma mesafesine bağlı olarak belirtilmektedir. Aşınma miktarı parçanın ağırlık kaybı (gravimetrik aşınma) veya sürtünen kısmın yükseklik kaybı (volumetrik aşınma) olarak ifade edilmektedir.
Kaynaklar: Ersin ARSLANBULUT- FARKLI YÜZEY İŞLEMLERİ UYGULANMIŞ LAMEL VE KÜRESEL GRAFİTLİ DÖKME DEMİR İLE ÇELİK MALZEMELERDEN ÜRETİLMİŞ KAMLARIN AŞINMA DAYANIMLARININ İNCELENMESİ Czichos, H., & Habig, K. (1992). Tribologie Handbuch-Reibung und Verschleiss. Germany Onaran, K. (1985). Malzeme Bilgisi. İstanbul: İTÜ Çağlayan Basımevi. Metals Handbook. (1990). Properties and Selection: Irons, Steels and High Performance Alloys. ASM International. Kragelskii, I. (1965). Frictioned Wear. Butterworths, (s. 346). içinde Washington.


