Sürtünme Karıştırma Kaynağı Nedir? Çeşitleri ve Avantajları
Sürtünme karıştırma kaynağı, 1991 yılında Kaynak Enstitüsü (TWI Ltd. İngiltere) tarafından geliştirilen hafif metal alaşımlarının birleştirilmesinde kullanılan bir katı hal kaynak yöntemdir. Son yıllarda metallerin birleştirmesindeki en önemli gelişmelerden birisidir.
Sürtünme karıştırma kaynak işlemi özel pofile sahip bir pim ve omuzdan oluşan takımın birleştirilecek malzeme yüzeyinde dönme ve ilerleme hareketi neticesinde gerçekleşmektedir. Takımın yüzeye uyguladığı basınç ve dönme hareketi yüzeyde sürtünme ve ısı oluşturur. Bunun sonucunda kaynatılacak malzeme yumuşar ve özel profile sahip pimle kaynak bölgesinde karışım sağlanır. Takıma verilen ilerleme hareketi ise belirlenen hat boyunca kaynak işlemini gerçekleştirir. Sürtünme karıştırma kaynak uygulamasına yönelik gösterim aşağıda verilmiştir;

Soğuk kaynak yöntemi olarak sürtünme karıştırma kaynağı, özellikle çarpılmaların ve iç gerilmelerin istenmediği yüksek performans gerektiren çeşitli metal ve alaşımlarının birleştirilmesinde başarılı bir şekilde
uygulanmaktadır. Sürtünme karıştırma kaynağı yöntemi çok farklı kalınlıklardaki sac ve levhalara
uygulanabilmektedir.

Sürtünme karıştırma kaynak yönteminde mekanik özellikler ve mikroyapısal değişimler kaynak parametreleriyle değişkenlik göstermektedir. Yöntem, ergime fazında gerçekleşmediği için geleneksel ergitme kaynak yöntemlerinde (TIG, MIG) karşılaşılan interdentritik ve ötektik fazlar ortadan kalkmaktadır. Bunlara ilaveten, SKK bağlantı karakteristikleri çoğunlukla kaynak takımı formu ve dinamiği ile ilişkilendirilebilecek parametrelere de bağlıdır. Sürtünme karıştırma kaynağ işlemi sonrası kaynak kesiti incelendiğinde asimetrik bir kaynak bölgesi ile karşılaşılır. Bu asimetrik yapının takım ekseninin belirli ölçüde kaydırılması ile farklı alaşımların birleştirilmesinde kaynak performansını arttırdığı görülmüştür. Sürtünme karıştırma kaynak bölgesi literatürde kaynak merkezi (KM), termomekanik etkilenen bölge (TMEB) ve ısı tesiri altındaki bölge (ITAB) olmak üzere isimlendirilmektedir.
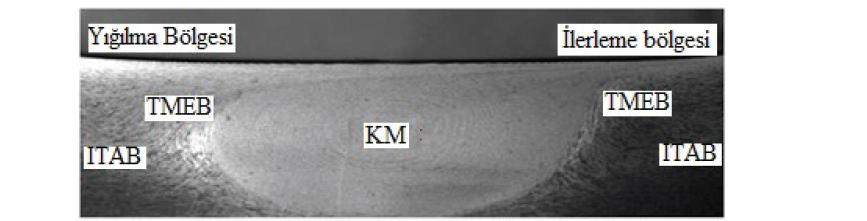
Termomekanik Etkilenen Bölge-(TMEB): Termomekanik etkilenen bölge, dinamik olarak yeniden kristalleşen bölge ile ısı tesiri altındaki bölge arasında karıştırıcı ucun sürtünme ve ilerlemesinden dolayı yüksek sıcaklığa ve deformasyona maruz kalan bölgedir.
Isı Tesiri Altındaki Bölge-(ITAB): Kaynak metaline yakın ve ısıdan etkilenmeyen esas metale komşu olan bölgedir. Bu bölgede mekanik deformasyon olmamasına karşın sürtünme sırasında oluşan ısıdan etkilenir ve malzemenin yapı özelliklerinde değişimler meydana gelir.
Sürtünme Karıştırma Kaynak Yönteminin Avantajları
Sürtünme karıştırma kaynak yöntemi enerji verimliliği açısından ve çevre dostu bir kaynak yöntemi olduğu için yeşil bir teknolojidir. Geleneksel kaynak yöntemleri ile kıyaslandığında sürtünme karıştırma kaynak yöntemi daha az enerji tüketmekte, koruyucu gaza ihtiyaç duymamakta ve zararlı emisyonlar oluşturmamaktadır. Sürtünme karıştırma kaynağı yönteminde malzeme ergime noktasına ulaşmamaktadır. Bu sebepten ötürü alüminyum alaşımlarının geleneksel kaynak işlemleri ile birleştirilmesinde oraya çıkan boşluklu yapı ve oksitlenme gibi hatalar görülmemektedir. Sürtünme karıştırma kaynak yöntemi alüminyum alaşımlarının diğer mekanik birleştirme yöntemleri ile kıyaslandığında yapısal rijitlik ve hafiflik özelliği ile avantaj sağlamaktadır. Bunlara ilaveten bu yöntem ile yüksek yorulma ömrüne sahip bağlantılar elde edilir.
Sürtünme karıştırma kaynak yöntemiyle Çelik/Al alaşımı, Çelik/Mg alaşımı, Bakır/ Al alaşımı, Çelik/ Ti ve Al/Mg gibi benzer olmayan metallerin kaynağı da mümkündür.
Metalürjik Faydaları
- Katı hal yöntemidir,
- Düşük çarpılmalar,
- İyi boyutsal stabilite,
- Alaşım elementi kaybı yok,
- Kaynak bölgesinde iyi metalürjik özellikler,
- İnce tane yapısı,
- Çatlaksız kaynak bölgesi,
- Çoklu bağlantı elemanlarının yerine kullanılması,
Çevresel Faydaları
- Örtü gazı kullanılmaması
- Yüzey temizliğine ihtiyaç duyulmaması
- Atık malzeme miktarının az olması
- Temizleme ihtiyacının olmaması
- Geleneksel kaynak işleminde gereksinim duyulan tüketim malzemelerine ihtiyaç duyulmaması
- Taşlama atıkları oluşmaz
Enerji Faydaları
- Farklı kalınlıklarda malzemelere uygulanılabilir olması ve ilave işleme ihtiyacın ortadan kalkması
- Lazer kaynak işleminde kullanılan enerjinin % 2.5 oranında enerji ile işlemin yapılabilmesi
- Uygulandığı sektörlerde yakıt tasarrufuna katkıda bulunması (farklı birleştirme yöntemleri ile kıyaslandığında)
Sürtünme Karıştırma Kaynak Yönteminin Sınırlılıkları ve Dezavantajları
Her kaynak yönteminde olduğu gibi sürtünme karıştırma kaynağı yönteminde de sınırlamalar mevcuttur. Sürtünme karıştırma kaynağı sınırlılıkları özetle;
- Kaynak üst yüzeyi ile alt yüzeyi arasında homojen olmayan ısı dağılımından ötürü kalın malzemelerin kaynağı güçtür,
- Kaynak işlemi sırasında iş parçasını veya işi tutmak için ağır iş bağlama düzeni gereklidir,
- Pimin metalin içine girmesini sağlamak için büyük kuvvetler gerekir,
- Çoğu zaman bu kaynak işlemi diğer birçok işlemden daha yavaştır,
- Sürtünme karıştırma kaynağı, metal biriktirme gereksiniminin olduğu kaynak bağlantılarına uygun değildir,
- Sürtünme karıştırma kaynağı makinesinin ilk yatırım maliyeti çok yüksektir,
- Manuel ve ark kaynak işlemlerinden daha az esnektir,
Sürtünme Karıştırma Kaynak Yönteminin Uygulandığı Malzemeler
Başlangıçta sürtünme karıştırma kaynak işlemi bir dizi alüminyum alaşımı, kurşun, çinko, magnezyum ve nispeten yumuşak malzemelerin birleştirilmesinde kullanılmıştır. Yakın zamanda, bakır, titanyum, düşük karbonlu ferritik çelik, alaşımlı çelikler, paslanmaz çelikler ve nikel alaşımlarının yanı sıra bazı termoplastik malzemeler de sürtünme karıştırma kaynak yöntemi ile kaynak yapılabilmektedir. Prensip olarak, sıcak işlenebilecek herhangi bir malzeme bu işlemle kaynaklanabilmektedir. Bununla birlikte kaynak yapılan malzemeden ziyade takım malzemesi daha sınırlayıcı bir faktördür.
Sürtünme Karıştırma Kaynak Yönteminin Endüstriyel Uygulamaları
- Gemi ve Denizcilik Endüstrisi
- Havacılık ve Uzay Endüstrisi
- Kara Taşımacılığı ve Demiryolu Endüstrisi
Sürtünme Karıştırma Kaynak Yöntemi Çeşitleri
Sürtünme karıştırma kaynak yönteminin kullanım alanlarının artmasına paralel olarak artan ihtiyaçlar ve uygulama güçlüğü oluşturan durumlar SKK yönteminde yeni uygulamaların gelişmesini sağlamıştır. Klasik SKK yönteminden farklı olarak sınıflandırılabilecek yöntemler üç ana başlık altında incelenebilir;
- Melez sürtünme karıştırma kaynağı (MSKK)
- Çift taraflı sürtünme karıştırma kaynağı (ÇSKK)
- Sürtünme karıştırma nokta kaynağı (SKNK)
1.Melez Sürtünme Karıştırma Kaynağı (MSKK)

Çelik gibi ergime derecesi yüksek olan malzemelerin SKK yöntemi ile birleştirilmesinde karıştırıcı takım omzunun sürtünmesi ile oluşan ısı, karıştırma bölgesinde malzemelerinin plastik deformasyona uğraması ve hatasız birleştirilmesi için yetersiz kalabilmekde ve karıştırıcı ucun aşınmasını neden olabilmektedir. Bunları engellemek için Melez sürtünme karıştırma kaynağı yöntemleri uygulanabilmektedir. Karıştırıcı takımının işlevini kolaylaştırmak için, kaynak edilecek malzemelerin lazer ışını ile ön ısıtması gerçekleştirilebilir.
SKK işleminin ilk başlangıcında karıştırıcı takım dalma işlemi yaptıktan sonra gerekli ısı oluşumu için bir süre beklemektedir. Melez sürtünme karıştırma kaynak yöntemi ile bu bekleme süresini en aza indirgemek mümkündür. Azalan bekleme süresi, sürtünme süresini de azaltacağından takım ömrünü artırmaktadır. Fakat Melez SKK uygulamasının maliyetinin yüksek olmasının yanı sıra henüz araştırma safhasındadır.
2.Çift Taraflı Sürtünme Karıştırma Kaynağı (ÇSKK)
Artan levha kalınlığından dolayı aynı anda levhanın hem altından hem de üstünden ayrı ayrı karıştırma işlemini gerçekleştiren iki tane karıştırıcı takım prosedüre eklenmektedir. İşlem esnasında karıştırıcı uçlar birbirleri ile ters yönde dönerken, aynı yönde ilerleme yaparak hareket ederler. Alüminyum alaşımlarında tek taraflı olarak 50 mm kalınlığa kadar uygulanan sürtünme karıştırma kaynak yöntemi çift taraflı olarak uygulandığında 100 mm kadar birleştirme işlemi gerçekleştirebilmektedir.
3.Sürtünme Karıştırma Nokta Kaynağı (SKNK)
Sürtünme karıştırma nokta kaynağı yönteminde SKK yönteminden farkı karıştırıcı takım birleştirme işlemini gerçekleştirmek için doğrusal bir hareket gerçekleştirmek yerine üst üste konumlandırılmış levhaların bir noktasından dalıp belli bir süre bekletilmesi ve aynı noktadan geri çıkmasıdır. Sürtünme karıştırma nokta kaynak yönteminden plakaların konumu, dalma derinliği, bekleme süresi ve takım açısı birleştirme kalitesini belirleyen önemli değişkenlerdir. Bekleme süresi sonunda karıştırıcı takımın geri çıkarılması ile kaynak kesitinde delik oluşmaktadır. Bu olumsuzluk, Almanya’da bulanan HZG araştırma merkezinin geliştirdiği Tekrar Doldurmalı Sürtünme Karıştırma Nokta Kaynak (refill FSSW) ile ortadan kaldırılmıştır. Ayrıca Hitachi firmasının geliştirdiği SKNK yöntemiyle, dalma işlemi tamamlandıktan sonra çok az doğrusal hareket gerçekleştirerek birleştirme işlemi tamamlamaktadır. Bu nedenle SKNK yüzeyi dairesel bir şekil yerine eliptik bir şekil almakta artan kaynak dikişi ile birleştirmenin mukavemeti artmaktadır.
Sürtünme Karıştırma Kaynak Hataları
SKK işlemimde oluşan hataları 5 kategoriye ayırabiliriz. Bunlar; boşluklar, yetersiz nüfuziyet, birleştirme hattı kalıntıları, oksit kalıntılar ve aşırı taşmadır. Söz konusu hatalar, mevcut kaynak koşullarına göre takım tasarımı yapılırken göz önünde tutulmalıdır. Aynı zamanda kaynak parametrelerinin belirlenmesinde de dikkate alınmalıdır.
1.Boşluklar
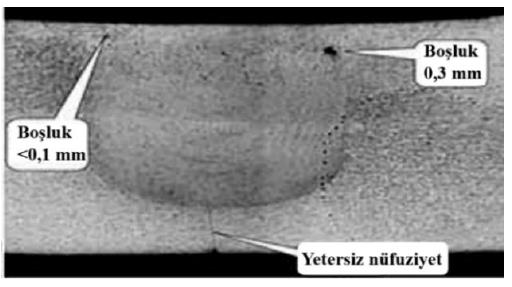
Boşluklar işlem değişkenlerine bağlı olarak genellikle ilerleme tarafında olmak üzere kaynak çekirdeğinin farklı yerlerine ve kaynak yüzeyinin hemen altında konumlanabilmektedir. Bu hatanın oluşmasındaki temel etken ilerleyen takımın yarattığı boşluğa plastik deformasyona uğrayan malzemenin tam olarak doldurmamasıdır.

Birleştirilecek levhaların düzgün bağlanmaması, kaynak hızının yüksek seçilmesi, kaynak süresince yeterli basıncın uygulanmamış olması, boşluk hatası oluşumunun başlıca nedenleridir. Ayrıca kaynak ısısın gereğinden fazla ya da az oluşturulması da boşluk hatasının oluşmasına neden olmaktadır. Çünkü kaynak bölgesi soğuksa, kaynakla birleştirilecek bir plakadan diğerine, malzeme akısı zorlaşır. Isının gereğinden yüksek olması halinde malzeme takım ile sürüklenemeyecek kadar yumuşar. Dolayısıyla kaynak bölgesinde boşluklar meydana gelir.
2.Yetersiz Nüfuziyet
Kaynak dikişinin kök kısmında malzemenin yeterli karıştırılmaması sonucu istenilen difüzyon gerçekleşmeyerek bu hatanın oluşmasına sebebiyet vermektedir. Burada pim boyu ve eksenel kuvvet de önem arz etmektedir.
Ayrıca kaynakla birleştirilecek levhaların kalınlıklarının kaynak uzunluğu boyunca sabit olmaması, levhaların kaynak işleminin gerçekleştirileceği donanıma uygun bağlanmaması, kaynak koşullarına uygun takım seçilmemesi de benzer sonuçlar meydana getirebilir. Eksik kök nüfuziyet genellikle tek taraflı sürtünme karıştırma kaynağında görülür. Takım dalma derinliği kaynak süresince kontrol edilebildiği sürece bu problem de ortadan kalkacaktır.
3.Birleştirme Hattı Kalıntıları
Kaynaklanacak olan alın plakalar arasındaki ayırma hattının bulunduğu yerden kaynak kökünden başlayarak kaynak boyunca uzanan hata türüdür. Birleştirilen plakaların yüzeyinde bulunan oksit kalıntılarının yetersiz dağılımından oluşmaktadır. Bu hatanın oluşmasında kaynak hızının artması ile birim zamanda oksit tabakasının yeterli dağılmaması önemli bir etkiye sahiptir.

Takım pimin kısa olması, dalma derinliğinin eksik verilmesi kök kısmında karıştırma merkezine doğru düzelen ve birleştirme hattı kalıntılarının devamı niteliğinde olan öpüşen bağ hatasının oluşumuna neden olmaktadır.
4.Oksit Kalıntıları

Birleştirilecek malzemelerin yüzeylerinde bulunan oksit tabakları SKK işlemi öncesi yüzeylerden temizlenmezse kaynak dikişi ve TMEB içerisine nüfuz ederek kaynak bölgesinde kalan süreksiz oksit tabakası birleşme çizgisi boyunca yer yer kalitesiz birleştirme bölgelerine sebep olur. Siyah aralıklı kavisli çizgiler şeklinde karıştırma
bölgesinde ortaya çıkar ve tembel S hatası olarak isimlendirilmektedir.
5. Taşan Metal Fazlalıkları
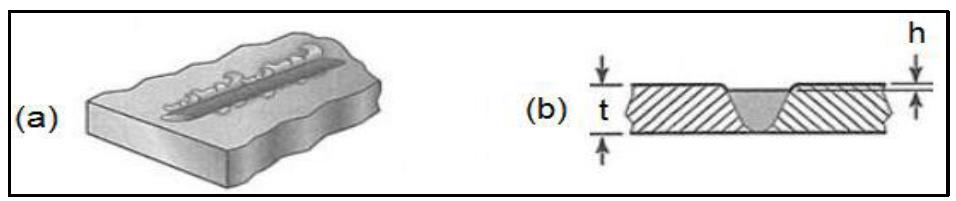
Sürtünme karıştırma kaynak işleminde karıştırıcı takımın dalma derinliğinin yada uygulanan eksenel kuvvetin fazla olması sonucu kaynak metali takım omzundan dışarı çıkar ve genellikle çapak oluşumu şeklinde görülmektedir. Karıştırma bölgesindeki metalin dışarı çıkması, bu bölgenin kalınlığının azalmasına sebebiyet vermektedir.(
(Elektrik Ark Kaynağı Nedir? Çeşitleri Nelerdir?)
Kaynaklar: Musa BİLGİN-ALÜMİNYUM / MAGNEZYUM (Al / Mg) MALZEME ÇİFTİNİN SÜRTÜNME KARIŞTIRMA KAYNAĞI İLE KAYNAK EDİLEBİLİRLİĞİNİN ARAŞTIRILMASI Şeref ÖCALIR-FARKLI İKİ MALZEMENİN SÜRTÜNME KARIŞTIRMA KAYNAĞI İLE BİRLEŞTİRİLMESİNDE KAYNAK PARAMETRELERİNİN BAĞLANTININ MEKANİK ÖZELLİKLERİNE VE KOROZYON DİRENCİNE ETKİLERİNİN İNCELENMESİ